Challenge:
A manufacturer of stainless steel kitchen sinks was awarded contracts from two separate customers who were both releasing a new line of double-basin models. Since the two sinks were similar in design, the manufacturer wanted to save money and reduce cycle times by acquiring a single die that could manufacture both styles of sinks. They called on Alaark to develop a solution that met their specific needs.
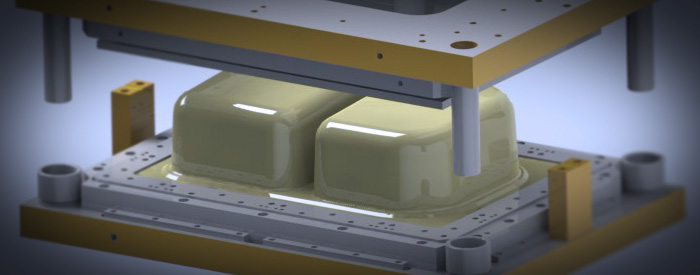
Though similarly designed, the two sinks had different features: the through-holes were located in different areas, basin depths were varied, and the shapes were different with one having a rounded edge and the other having a squared edge. It was important that manually adjusting the die to work with either sink took a short amount of time. Additionally, the new die would have to be fitted into already-existing machines at the manufacturer’s facility.
Solution:
Alaark’s engineers immediately began to study the design of the existing machine as well as the specs of the two kitchen sinks. The simple solution would’ve been to build two separate dies, but since the client requested that one die accomplish the task, Alaark’s engineers worked to create a die with interchangeable parts to get the job done.
A key challenge to creating the die related to the sinks’ design, namely in the presence of a lip at the perimeter of the sink. Normally, a separate tool would have to be created in order to accomplish this operation. However, because of Alaark’s engineering savvy, they were able to suggest a minor design alteration to the sinks’ specs. This was approved by the client’s customer and allowed Alaark to draft a solution using a single die.
All of this ensured the integrity of the die and allowed Alaark to build it in such a way where the creation of a separate tool to form the lip was not necessary. Additionally, changing the die parts to work with either style of kitchen sink would take just a couple of hours.
After creating the part, Alaark ran tests using an in-house, 200-ton punch press to ensure the die was working properly. They then ran the finished parts through CMM inspection to ensure the quality of the product so that the client received exactly what they’d requested. This allowed the machine operators to change over the die with minimal tweaking.

